Robotic Multi-Tool Compound Fabrication of Mono-Material Surface Construction: A Circular Material Approach to Complex Panel Fabrication for Reversible Assemblies
Philadelphia, USA / May 2025
Univsersity of Pennsylvina
Team: Dengyu Zou, Congrui Gao, Jiaming Li, Siyao Zhang, Shunta Moriuchi, Jeffrey Anderson, Laia Mogas-Soldevila, Nathan King, Robert Stuart-Smith.
ARI Robotics Lab Manager: Nicholas Sideropoulos, Shunta Moriuchi
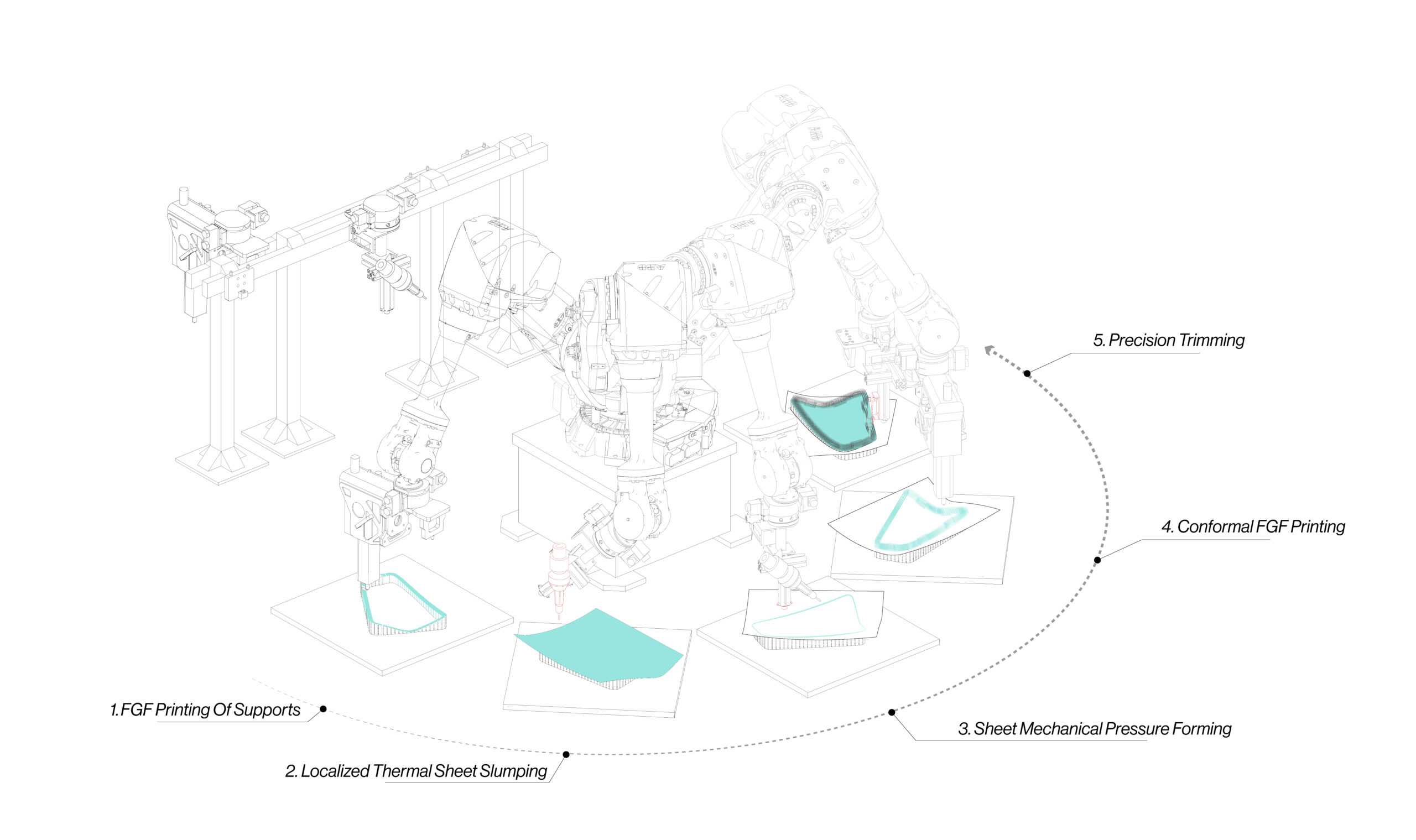
Architectural fabrication of doubly curved surfaces typically relies on casting molds or complex composite assemblies that consume excessive material and hinder disassembly and reuse. Segmented workflows also impede feedback-driven material behavior during automated fabrication, limiting scalability within circular construction paradigms. This research proposes an integrated, mono-material robotic fabrication workflow for producing modular, doubly-curved architectural panels from polyethylene terephthalate glycol (PETG). The fabrication methodology combines two PETG forming methods including sheet-based thermoforming and robotic Fused Granular Fabrication (FGF) of pellets. This process incorporates the use of minimal material during molding and allows for adhesive-free assembly through a multi-tool robotic fabrication process that includes: (1) FGF printing of supports, (2) localized thermal sheet slumping, (3) sheet mechanical pressure forming, (4) conformal FGF printing, and (5) robotic precision trimming. This hybrid sheet-based forming and additive manufacturing sequence achieves high-fidelity geometry, strong intra-panel bonding, and reversible panel-to-panel connections. To validate the process, sixteen full-scale panels were fabricated and evaluated for form accuracy, joint integrity, and disassembly. During this process, Computational simulations informed the design of curvature profiles and robotic toolpaths compatible with sheet deformation and additive deposition constraints. Results demonstrate that the proposed workflow consistently produces geometrically precise and fully detachable modules from a single recyclable material formed using two distinct processes. This research advances robotic construction strategies as they might relate to principles of circularity in the production of thermoplastic architectural components and offers a potential alternative to existing methods used to produce complex enclosed spatial and surface structure.
Assembly
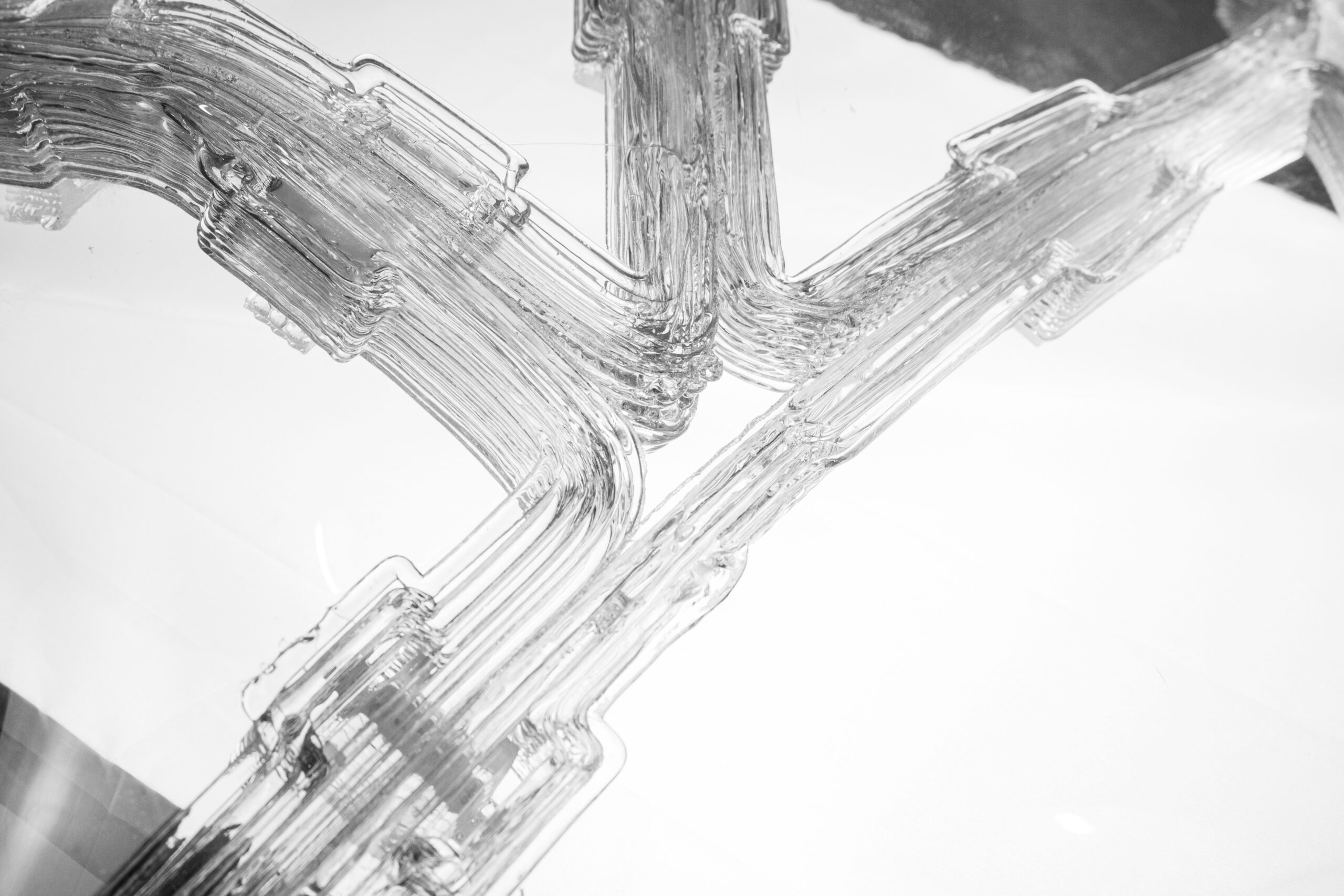
The assembled prototype showed successful fabrication of parts within geometric tolerances, allowing for mechanically and aesthetically sound assembly. Notably, there was no discernible geometric deviation in surface curvature or form between panels. Furthermore, the dimensions of the panel joints remained consistent, even in doubly-curved sections. The realization of the multi-part assemblage also confirmed the effectiveness of the thermoforming strategy in translating saddle-shaped curvature into mono-material surface modules without the use of molds requiring substantial amounts of material or manufacturing time.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Panel
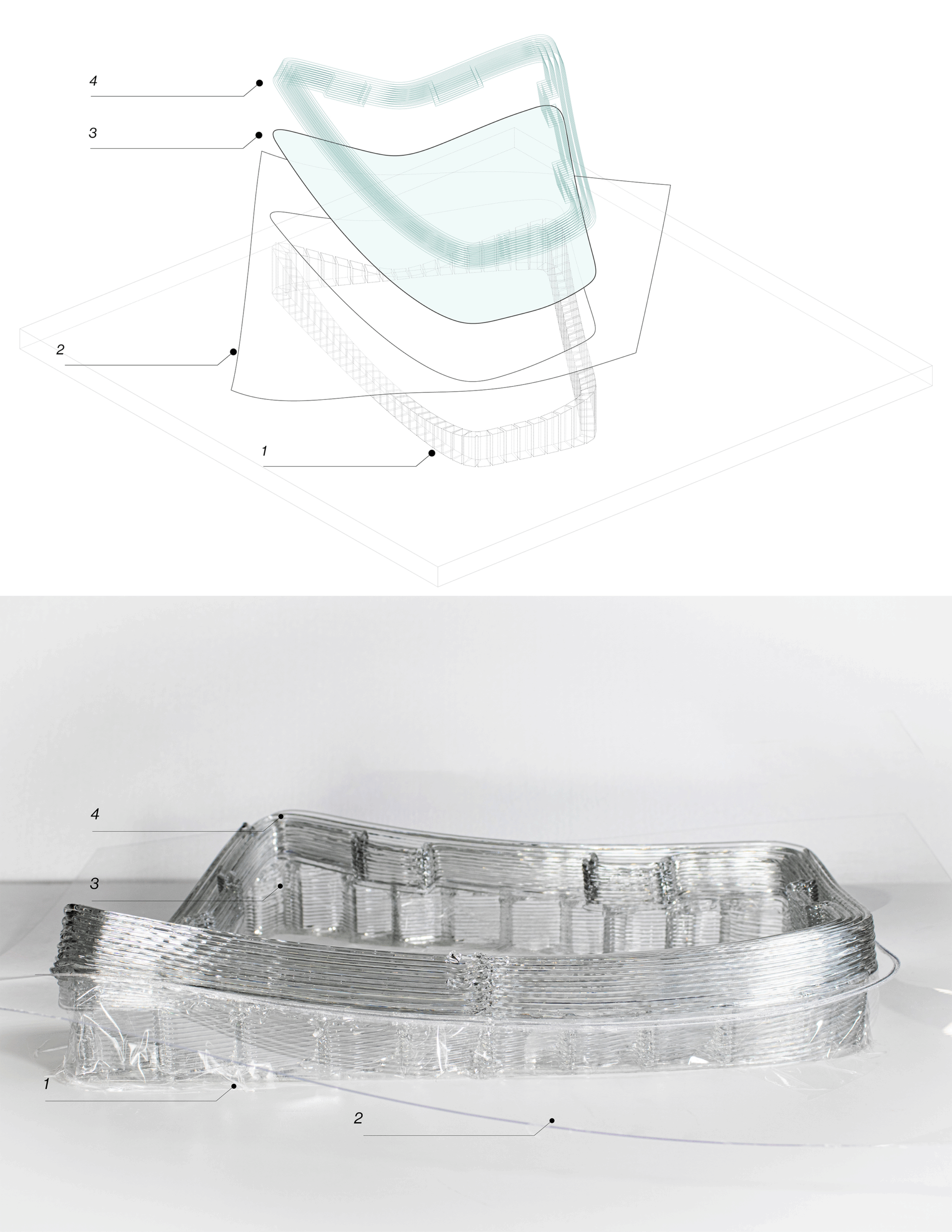
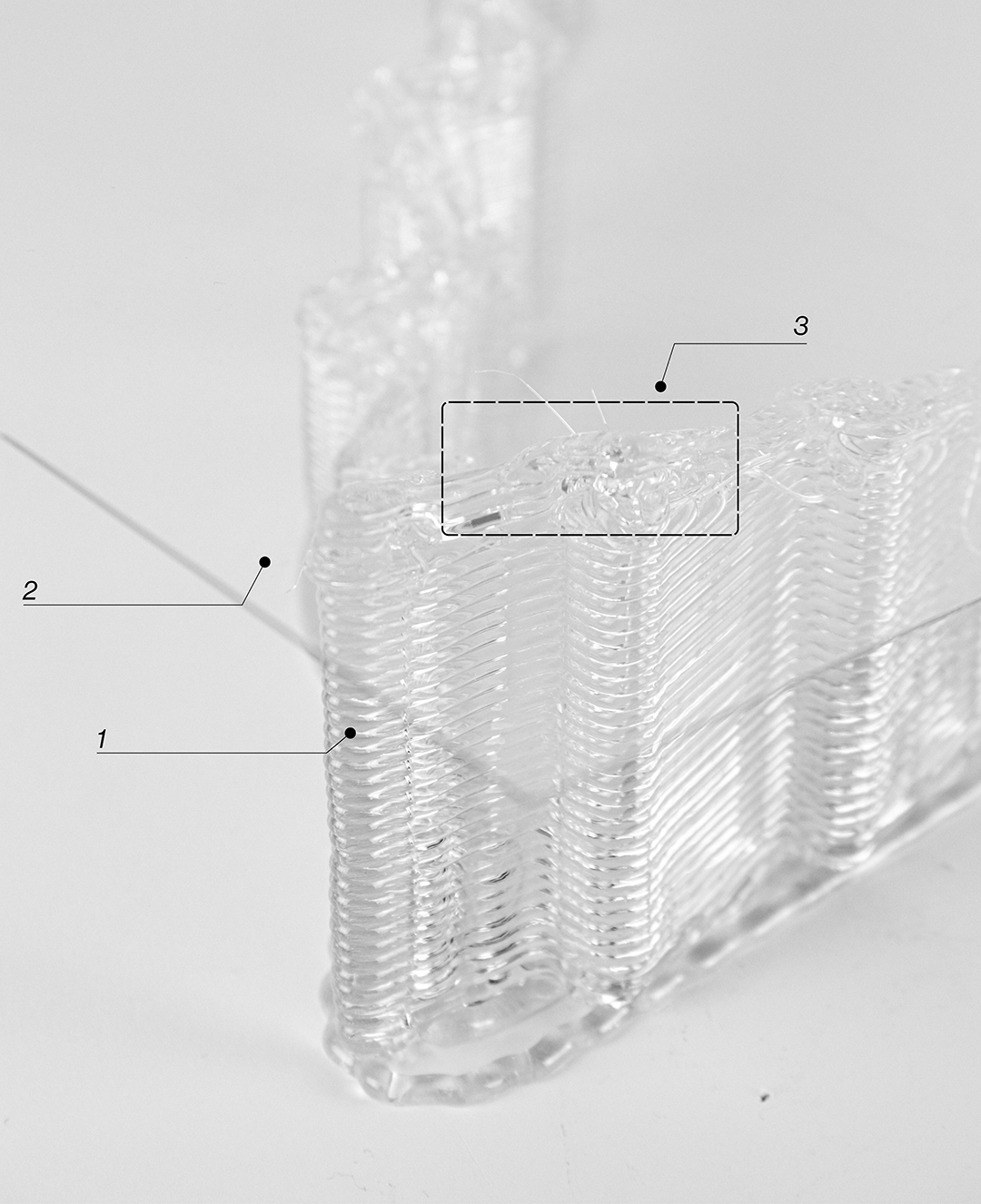
Combined schematic and prototype views of the mono-material PETG panel workflow and prototypical panel before edge trimming. (Top) Exploded schematic of the fabrication sequence, from bottom to top: (1) FGF-printed support scaffold; (2) thermoformed PETG sheet conformed to the printed support; (3) trimmed PETG sheet; (4) final conformal FGF toolpath. (Bottom) Photographic detail of a full-scale panel immediately prior to sheet-edge trimming, illustrating (1) the printed base scaffold, (2) thermoformed PETG sheet conformed to the support, (3) trimmed PETG sheet, and (4) final conformal printing.
Surface Design
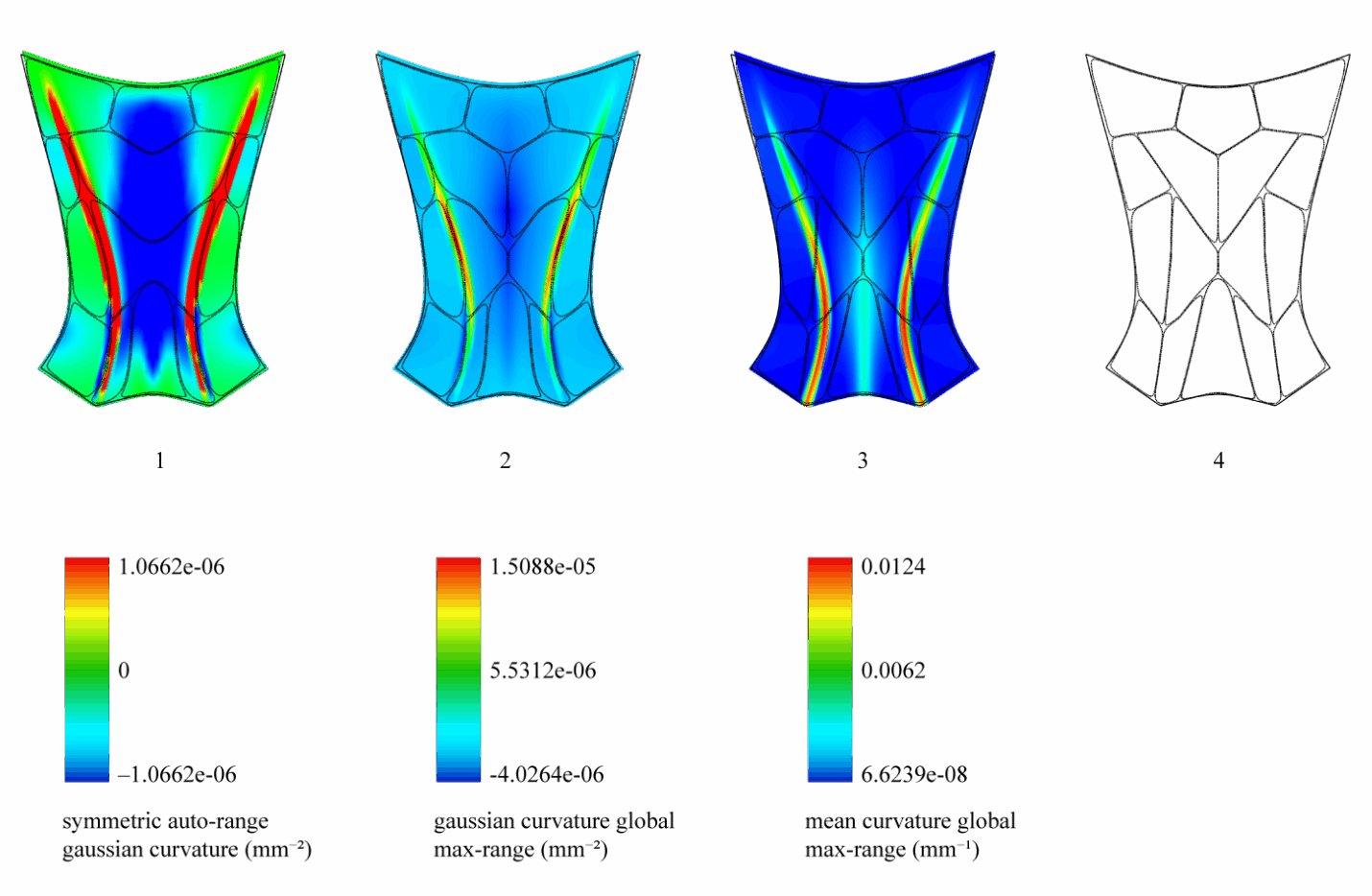
(1) Gaussian curvature (symmetric auto-range) drives initial boundary placement along intrinsic curvature features. (2) Gaussian curvature (global max-range) highlights extreme curvature zones and triggers subdivision of oversized panels to satisfy build-volume and curvature-limit constraints. (3) Mean curvature (global max-range) identifies low-curvature interfaces (H,K≈0) for consistent connection-gap placement, supporting reversible, adhesive-free joints. (4) Final segmentation outline showing uniform panel shapes and standardized gap widths for mono-material assembly.
Tool Design
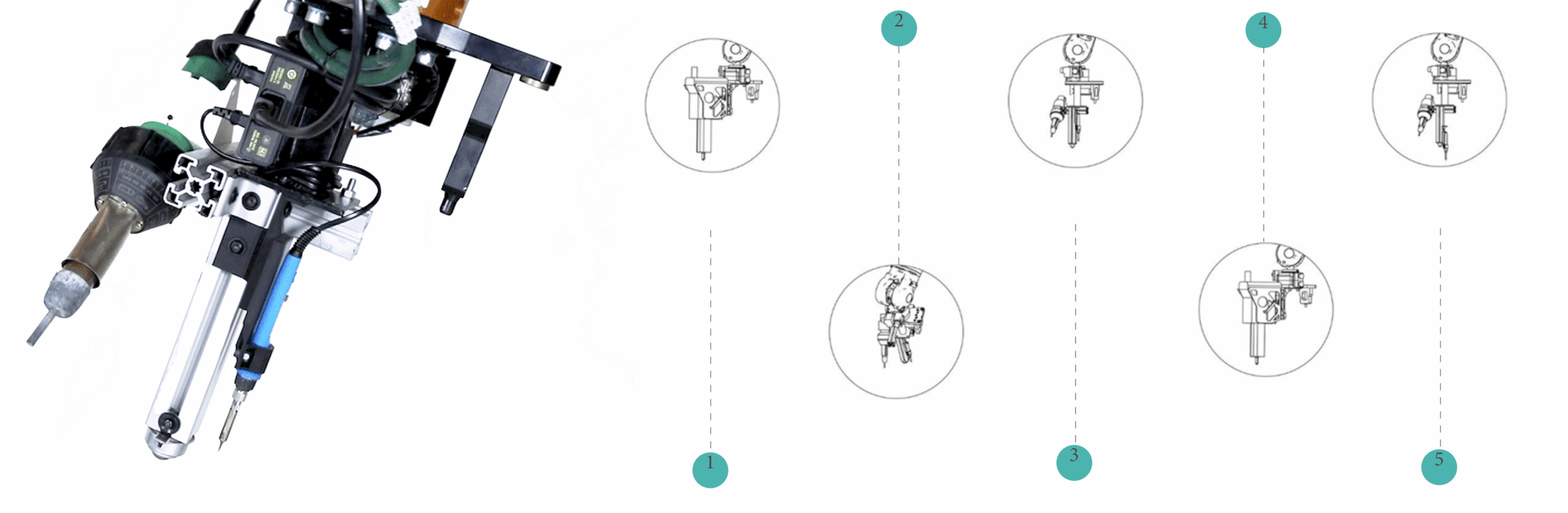
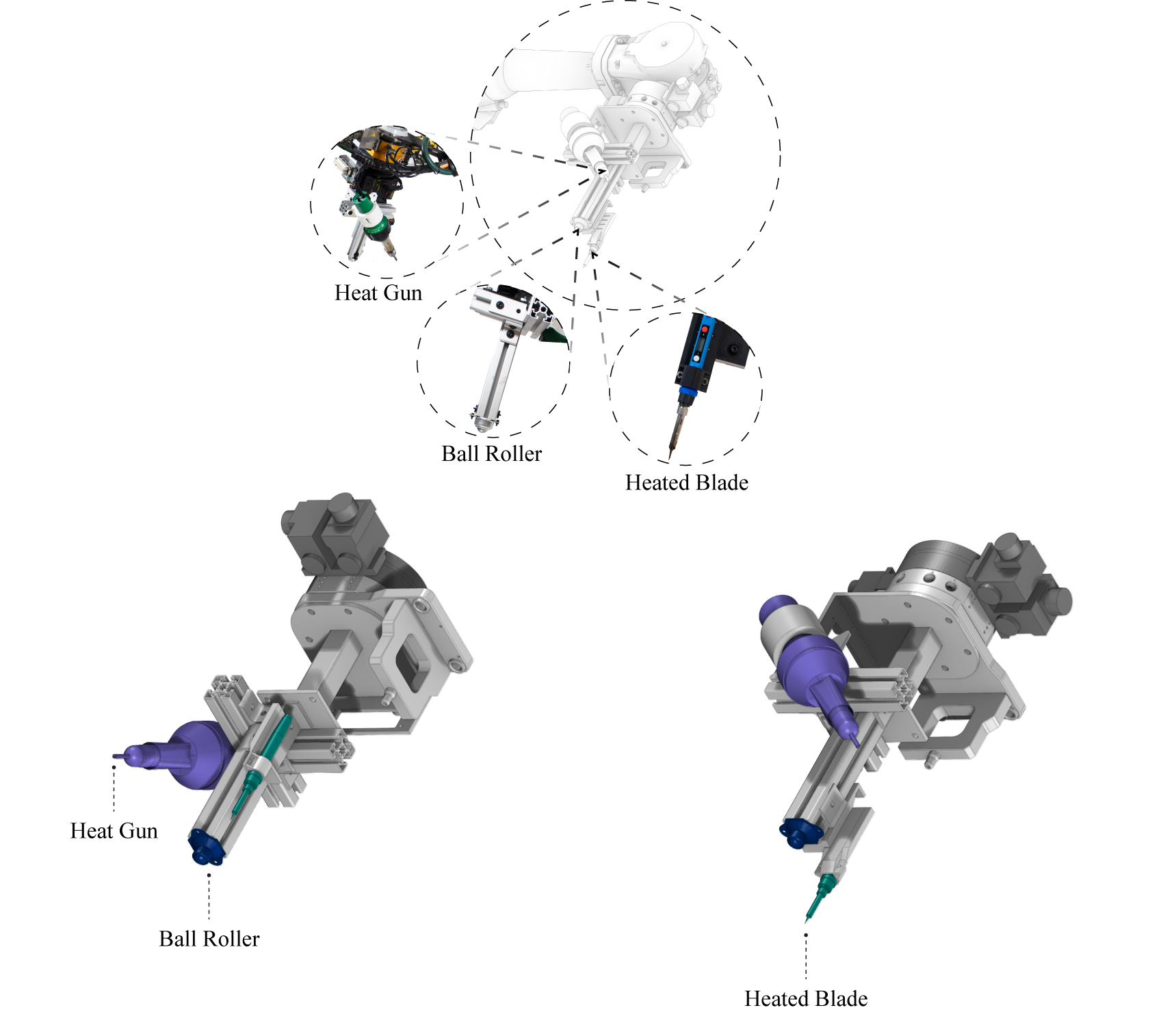
We developed a multi-functional end-effector for industrial robotic arms that integrates a heat gun, ball roller, and heated blade—each dedicated to sheet forming, bonding, or edge trimming. The Tool Center Point for each component was calibrated individually on an ABB IRB 4600 to guarantee high-precision execution.
Custom multi-functional end-effector assembly compatible with industrial robotic arms, following: (1) FGF printing of supports, (2) localized thermal sheet slumping, (3) sheet mechanical pressure forming, (4) conformal FGF printing, and (5) precision trimming.
Panel Fabrication
Panel Fabrication Workflow. From left to right, (1) FGF printing of supports, (2) sheet mechanical pressure forming, (3) conformal FGF printing, and (4) precision trimming.
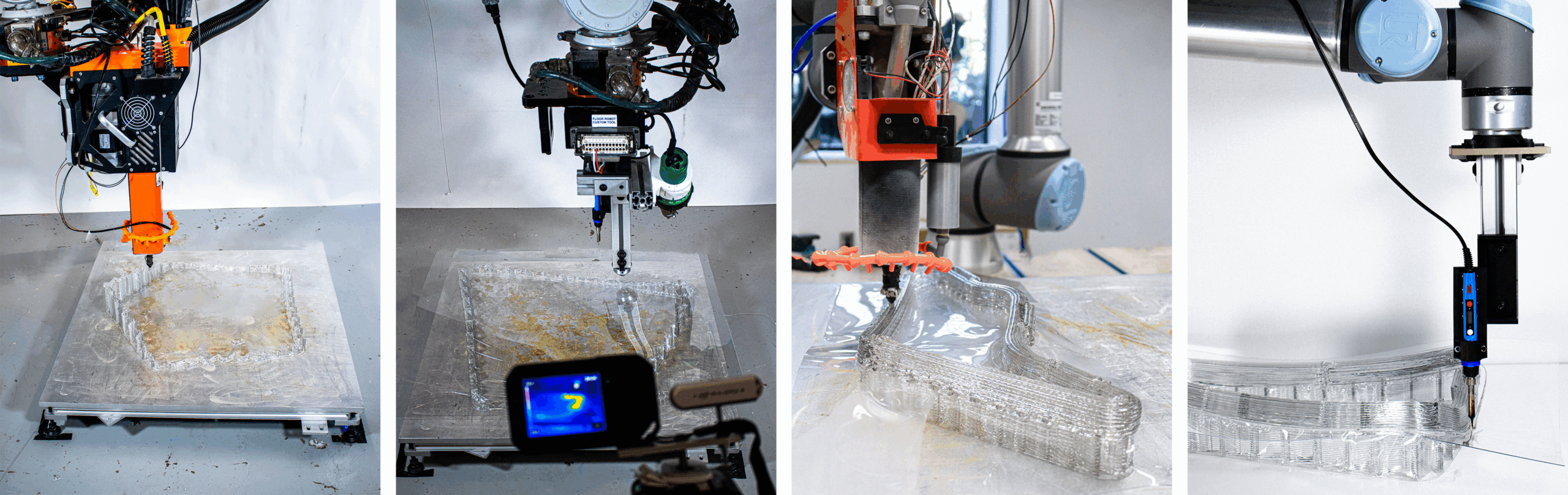
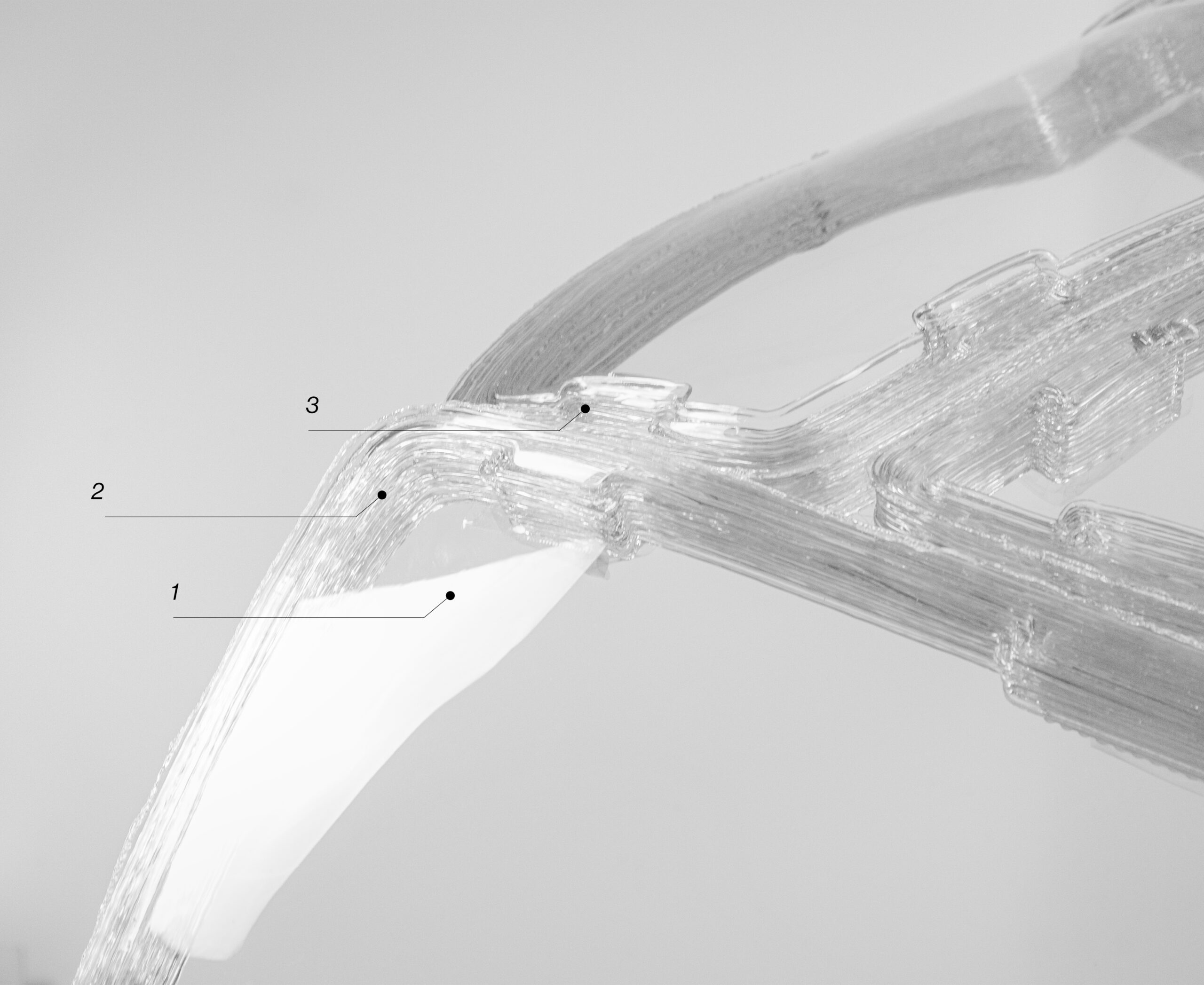
The thermoformed PETG sheet conformed to the support: following (1) FGF printing of the support structure and (2) PETG Sheet, (3) interface between the softened PETG sheet and support.
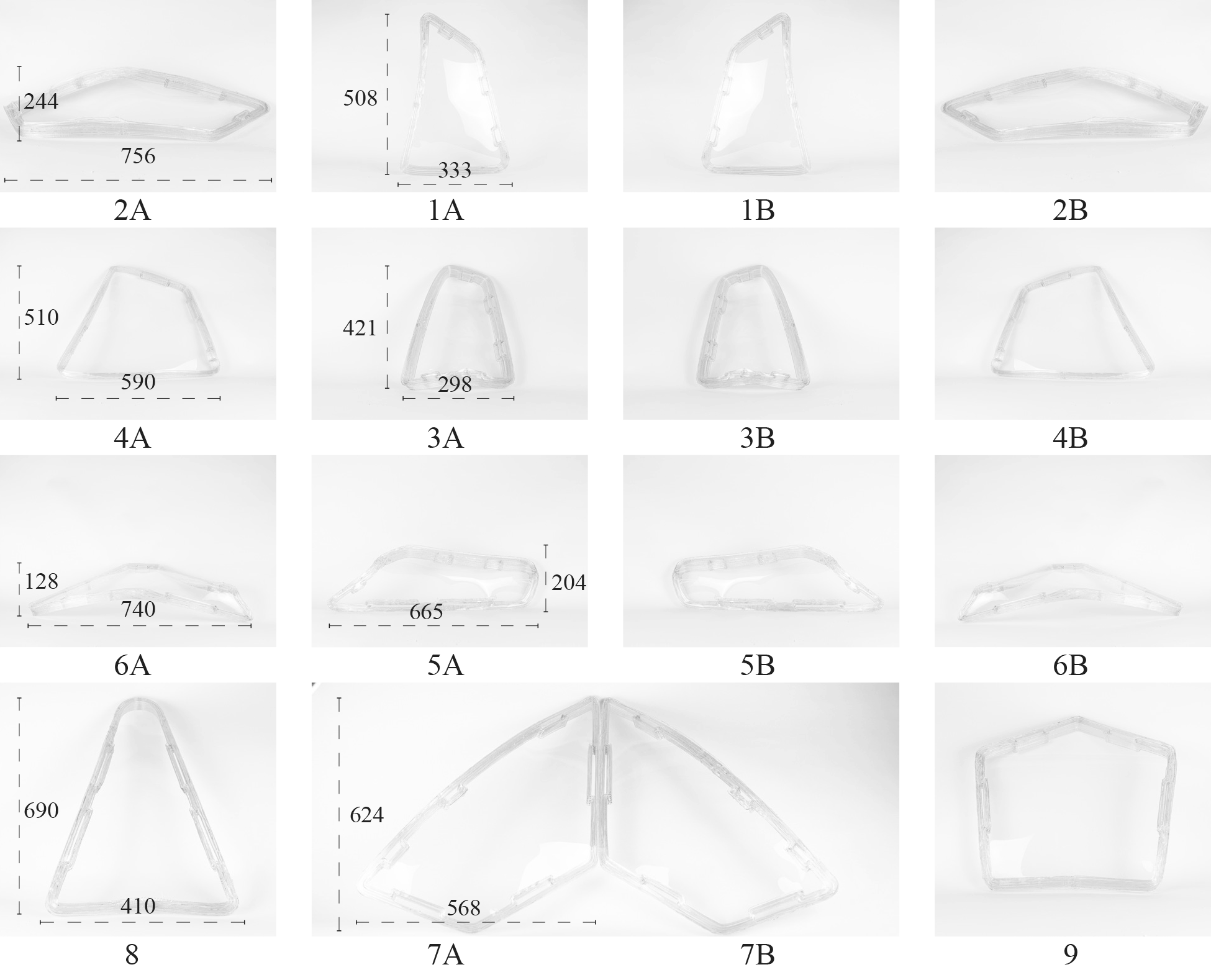
Fabricated panels with labels and overall dimensions (units in mm), pairs labeled A–B represent mirrored geometries.
Joint Fabrication
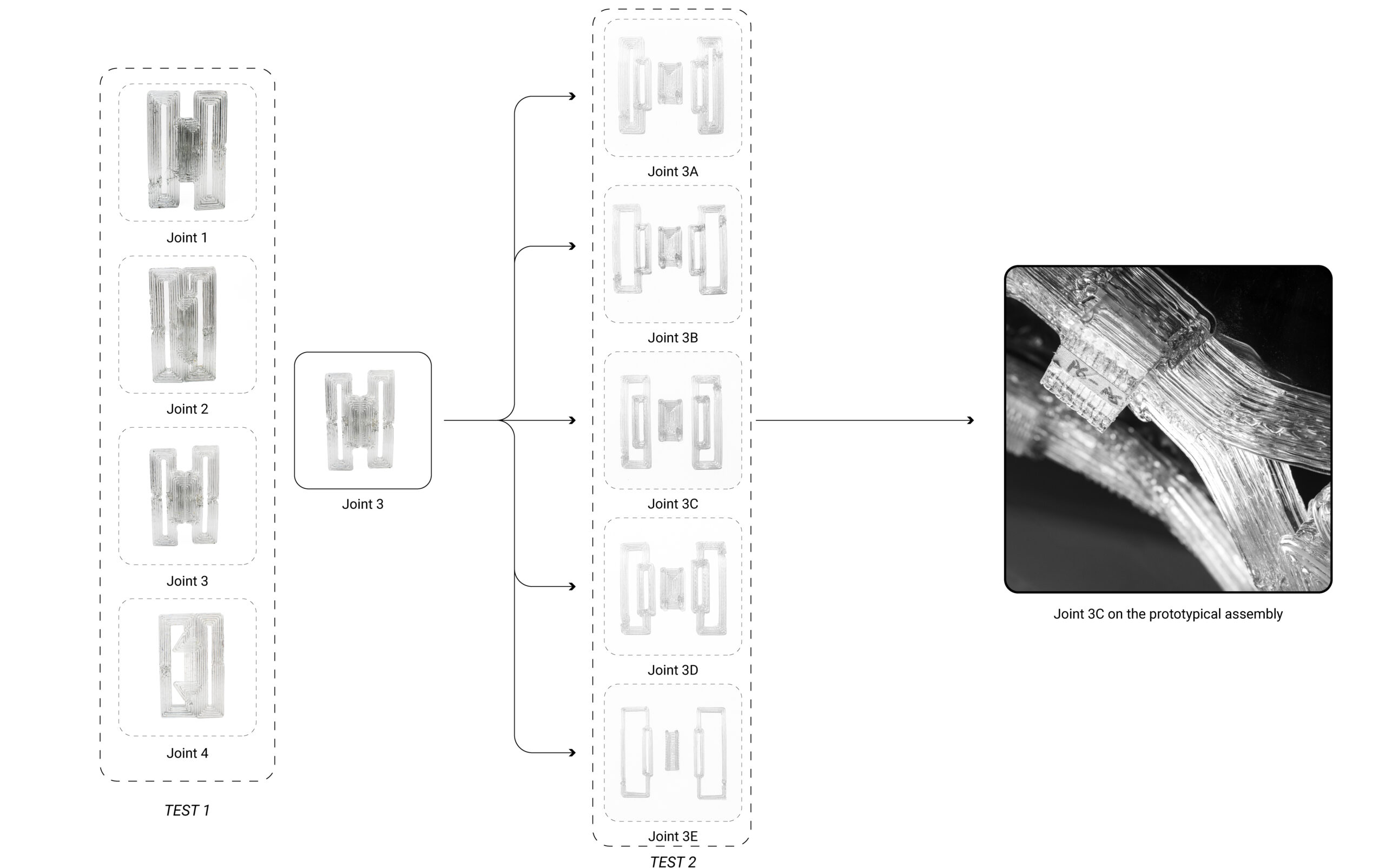
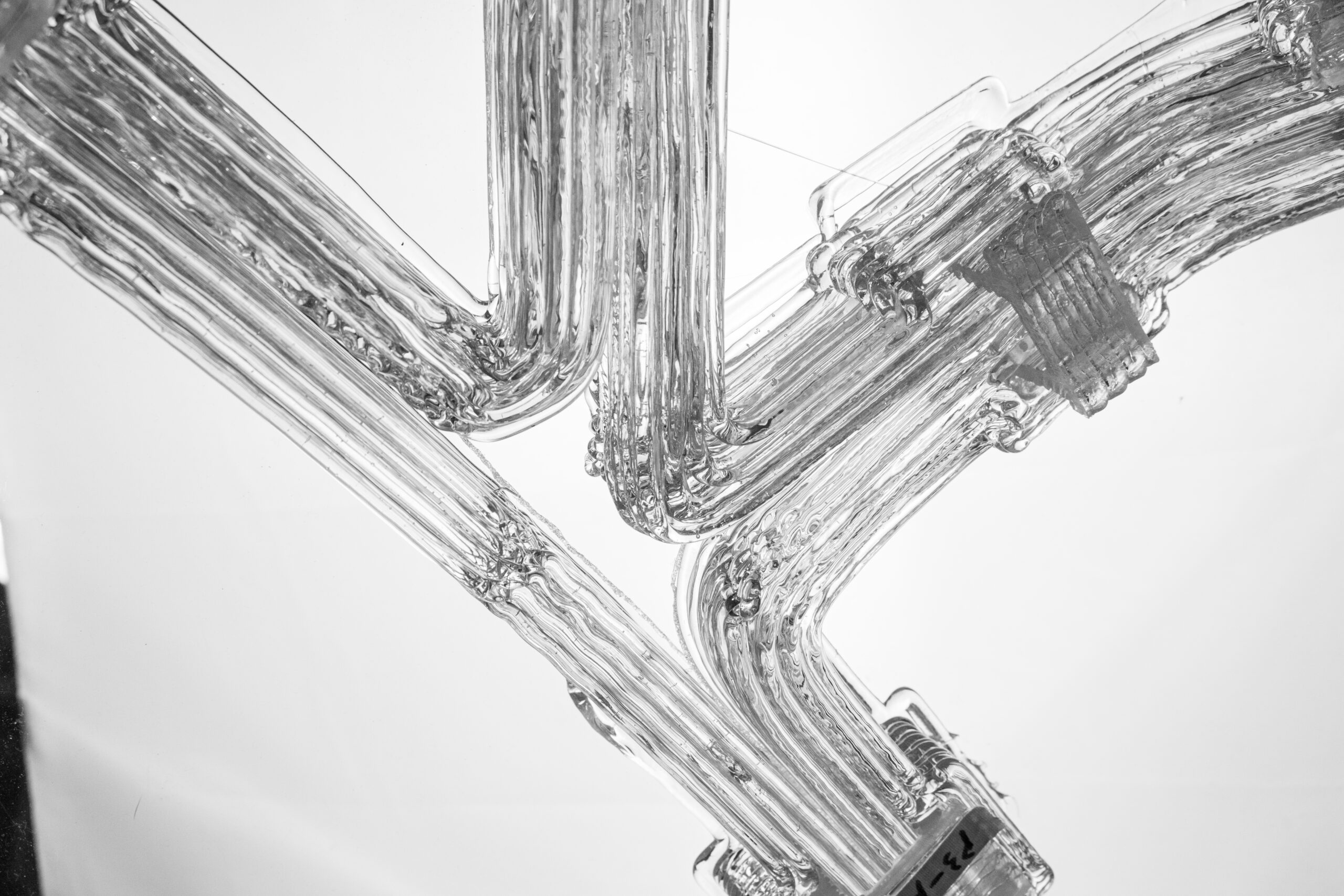
FGF printing was used to create several joint design options.
The joints were tested for strength along three axes—bending and shear (z-axis), sliding (x-axis), and load-bearing (y-axis)—using a digital force gauge to measure failure force. Two tests were conducted:
-
Test 1 evaluated four joint primitives based on size, alignment, and ease of assembly, identifying Joint 3 as the most balanced.
-
Test 2 tested five variants of Joint 3 (3A–3E) under the same conditions.
Although not the strongest, Joint 3C was chosen for the final prototype due to its excellent fit and friction performance.